
The Bill of Materials (BOM) is a dynamic, complex data set with multiple types crucial for operations. Procurement must understand all BOM types to maximize impact on cost savings, supply continuity, and revenue growth.
Historically, procurement was a reactive function, engaging the supply base only after receiving a finalized parts list. This is no longer viable, as up to 80% of a product's total cost and carbon footprint is set during initial design. Waiting leaves procurement negotiating over only 20%, with suppliers holding leverage. Procurement must integrate early into the product development lifecycle, before BOM data is finalized.
Bad data impacts the shop floor instantly. For operations, the BOM is the "law of physics." Corrupted or siloed data causes major disruption: assembly lines stop due to mismatched ERP and PLM revisions, batch processing halts from incorrect blending ratios, operators pull incorrect alternates, phantoms go missing, and chronic shortages result from inaccurate scrap/yield rates. Sub-tier surprises trigger late Engineering Change Orders (ECOs).
These discrepancies create a continuous failure loop. A standard day-in-the-life failure, such as a material mismatch on the shop floor, can halt a line for hours, hit first-pass yield, and force expedited freight costs while teams scramble to identify an outdated revision code root cause. In contrast, a "live digital thread" ensures ECOs propagate instantly, updating kit/batch rules and alternate flags automatically, allowing for seamless operation.
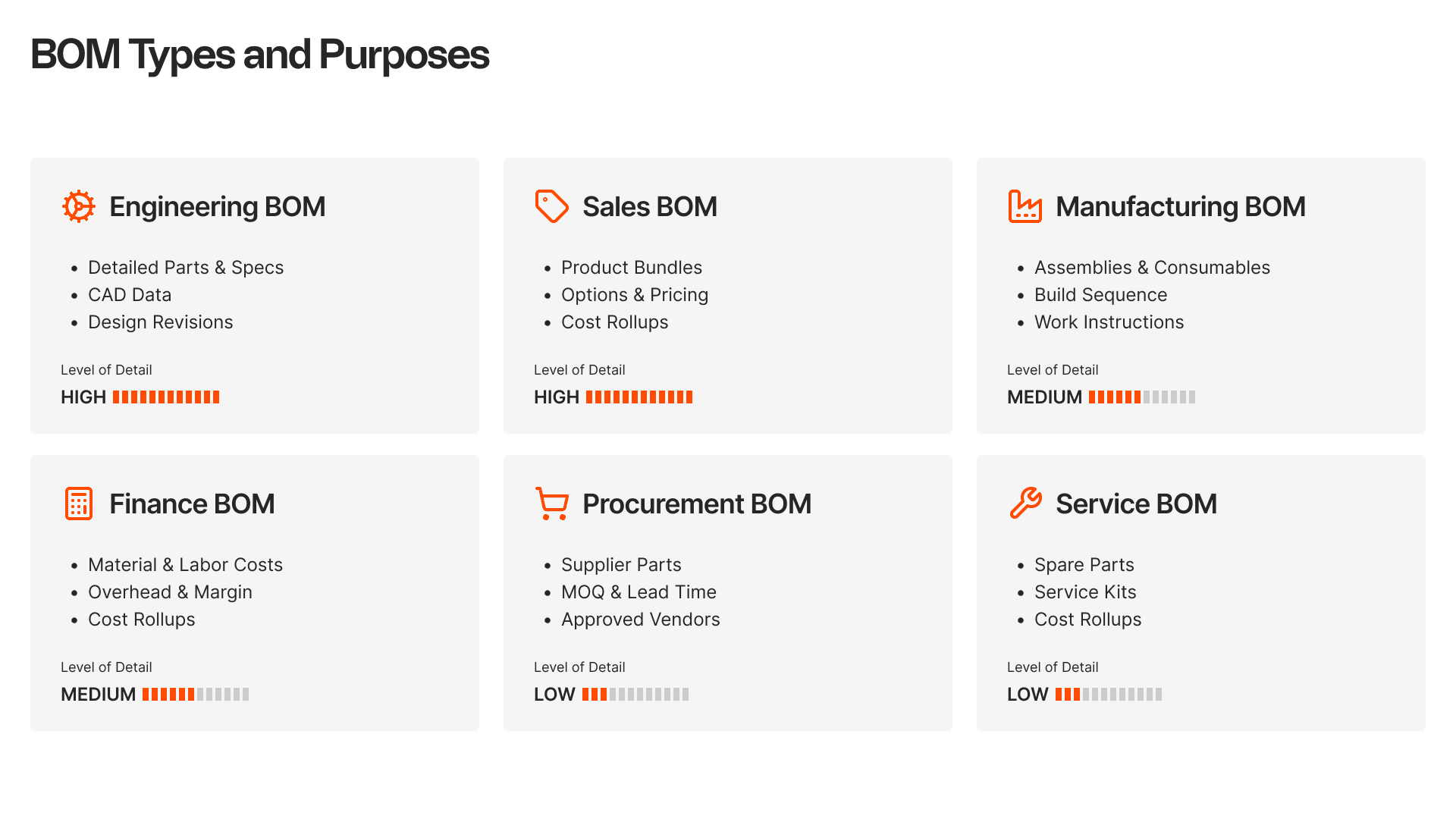
The core types of BOMs and their relevance to sourcing
To solve these floor-level disconnects and reclaim commercial leverage, procurement cannot just look at the final part list. Sourcing teams need a keen understanding of all the different BOM types, how their data elements interrelate, and how to govern them dynamically across the product lifecycle. Mastering this interconnected web of product data is what allows procurement to shift from reactive purchasing to proactive, strategic sourcing.
The engineering BOM (EBOM)
The engineering BOM (EBOM) defines the product exactly as it is designed or formulated. Created by the engineering or R&D team utilizing CAD or formulation software and managed within a PLM system, it focuses purely on functional specifications, tolerances, and design geometry or chemical composition.
Because the Engineering Bill of Materials (EBOM) is the fundamental source of product data, proper management necessitates cross-functional collaboration throughout the NPI process:
Engineering and R&D: Act as the primary owners and authors. They define the form, fit, function, and base chemical makeup, and initiate any design-driven ECOs.
Procurement: Provides critical commercial inputs before the design is locked. Sourcing evaluates component availability, models should-cost scenarios, flags geographic concentration risks, and steers engineers toward preferred suppliers.
Finance: Injects target costing constraints and NPI budget parameters to ensure the product can be manufactured profitably.
Quality: Defines compliance standards, material certifications, and testing requirements for the proposed components.
Although these corporate functions define the Engineering Bill of Materials (EBOM) at a strategic level, its real utility and reliability are proven during the execution phase. To ensure the EBOM translates into a viable sourcing strategy, Procurement teams working closely with operations could use the following checklist.
The operator’s EBOM checklist:
Standardization: Utilize existing, active components from the current AML to prevent unnecessary supplier proliferation.
Lifecycle status: Flag any specified parts, microchips, or ingredients nearing end-of-life or commercial obsolescence.
Sole-source flags: Ensure primary and secondary alternatives are designed in and functionally simulated from day one.
Material compliance: Verify all specified materials comply with current environmental regulations and regional trade restrictions.
The manufacturing BOM (MBOM)
The manufacturing BOM (MBOM) defines the product as it is actually built or blended on the factory floor. It translates the EBOM into actionable production steps, adding necessary consumables, packaging materials, routing instructions, and sub-assemblies. The MBOM is typically housed in the ERP system, but it is increasingly managed across integrated PLM and manufacturing execution systems (MES) platforms.
The transition from EBOM to MBOM introduces operational realities, requiring collaboration across several functions:
Manufacturing engineering and operations: Act as the primary owners. They translate design specs into step-by-step routings, calculate standard scrap and yield losses, and append non-designed consumables like grease, tape, or bulk solvents.
Procurement and supply chain: Feed the MBOM with lead times, unit of measure (UoM) conversion factors, and minimum order quantity (MOQ) constraints. They execute the MRP runs generated from this structure.
Cost accounting: Relies entirely on the MBOM to establish standard costs, run variance analyses, and calculate exact margins based on factory execution.
Master data management (MDM): Enforces governance and part number taxonomy to ensure systems of record do not become cluttered with duplicate records.
Translating these functional inputs into a reliable supply chain requires attention to detail on the factory floor. To prevent procurement from ordering against flawed factory assumptions, sourcing teams can use this operational checklist to validate the MBOM.
The operator’s MBOM checklist:
Revision control: Align build documents, formulation sheets, routers, and the ERP so they all point to the exact same effective date and revision.
Critical characteristics: Flag critical to quality (CTQ) factors, including torque specs, tolerances, viscosity limits, and temperature thresholds.
Substitution rules: Tag alternates by form-fit-function or chemical equivalence and specific qualification status rather than broad approval labels.
Manufacturing allowances: Include scrap percentages, yield loss, evaporation rates, cut-length waste, and purge loss in planning factors actively.
Packaging and handling: Define moisture sensitivity, cold-chain requirements, FIFO/FEFO rules, shelf life, and bake requirements clearly.
Point-of-use reality: Validate pick paths, dispensing units, and UoM conversions against actual floor consumption.
The procurement BOM (PBOM)
The procurement BOM (PBOM) isolates the product structure strictly through the lens of external sourcing and supply chain execution. While the MBOM focuses on internal factory routing and assembly steps, the PBOM strips away the internal manufacturing processes to focus exclusively on the items that must be bought from suppliers.
Because the PBOM acts as the bridge between internal demand and external supply, managing it requires intense commercial focus:
Procurement and strategic sourcing: Act as the primary owners. They populate the PBOM with approved manufacturer lists, negotiated pricing tiers, contractual volume commitments, and supplier risk scores.
Supply chain planning: Uses the PBOM to establish minimum order quantities, safety stock buffers, and transit lead times required for accurate MRP execution.
Supplier quality engineering: Attaches supplier-specific qualification records, first article inspection (FAI) statuses, and material compliance certificates.
To ensure the PBOM drives accurate automated purchasing and protects the company from stockouts, sourcing teams can actively govern this data through the following checklist.
The operator’s PBOM checklist:
Supplier allocation: Reflect volume splits accurately in the system for multi-sourced components to enforce contract compliance.
Lead time accuracy: Update records to reflect actual, dynamic market lead times instead of outdated, static supplier promises.
Purchasing multiples: Align minimum order quantities and standard pack sizes correctly to prevent the buildup of dead inventory.
Approved manufacturer validation: Implement systemic blocks to prevent buyers from issuing purchase orders to unapproved or disqualified sub-tier suppliers.
The finance BOM (FBOM)
The finance BOM (FBOM), often referred to as the costing BOM, defines the financial architecture of the product. It aggregates the direct material costs from the MBOM and layers on direct labor, manufacturing overhead, freight, tariffs, and tooling amortization to calculate the true cost of goods sold (COGS).
Managing the FBOM requires strict alignment between commercial and accounting teams:
Cost accounting and finance: Act as the primary owners. They establish standard costs, track manufacturing variances, and forecast overall product margins against enterprise targets.
Procurement: Injects live commercial reality into the financial model. Sourcing provides standard unit costs, negotiated volume tiers, logistics fees, and anticipated commodity fluctuations.
Manufacturing: Supplies the labor burn rates and machine overhead costs required to execute the MBOM on the factory floor.
To ensure procurement's cost-down initiatives actually translate to the bottom line, sourcing teams must maintain the accuracy of the FBOM using this operational checklist.
The operator’s FBOM checklist:
Standard vs. actual: Update standard costs frequently to reflect real-world commodity inflation or deflation without causing massive quarterly variances.
True landed cost: Model freight, tariffs, packaging, and duty drawbacks accurately into the component cost rather than burying them in generic corporate overhead.
Tooling amortization: Amortize supplier tooling correctly across the expected unit volume and establish an automated trigger to reduce the unit price once the tooling is fully paid off.
Currency fluctuations: Peg foreign exchange rates accurately for overseas components to prevent phantom margin erosion.
The sales BOM (SABOM)
The sales BOM (SABOM) defines the product as it is sold to the end customer. It is heavily utilized for configurable products, grouping components into modules that sales teams can price and customers can select. Accurate SABOM data allows procurement to build volume tiering into supplier contracts based on anticipated configuration popularity.
Managing the SABOM requires functions focused on market demand and profitability:
Product management and sales: Act as the primary owners. They define feature bundles, trim levels, and configurable options based on market research.
Marketing: Provides inputs on retail packaging, promotional inserts, and localized instruction manuals that must be shipped with specific configurations.
Finance: Models the pricing strategy and margin analysis for every possible configuration to ensure no bundled package sells at a loss.
Procurement: Advises on lead times for premium options or specific tiers to ensure the sales team does not promise delivery windows that the supply base cannot meet.
Although the SABOM is highly commercial, its accuracy directly impacts procurement's ability to fulfill customer promises. The below checklist provides guidance on how sourcing teams should collaborate with sales and operations.
The operator’s SABOM checklist:
Configuration mapping: Translate all customer-selectable options directly into buildable MBOM assemblies to eliminate manual engineering intervention.
Packaging inclusion: Account for promotional materials, retail display boxes, and printed manuals accurately as consumed inventory.
Lead time alignment: Ensure the quoted sales delivery window accurately accounts for the longest-lead sub-component within that specific configuration.
The service BOM (SEBOM)
The service BOM (SEBOM) defines the product as it is maintained in the field over its lifecycle. It includes the spare parts, replacement assemblies, diagnostic tools, and repair kits required for ongoing maintenance. Procurement uses the SEBOM to secure long-term aftermarket supply agreements, negotiating end-of-life terms and tooling ownership rights.
Crucially, the SEBOM presents a unique opportunity for commercial advantage. Sourcing teams should actively look for commercial leverage opportunities where a single supplier can provide both the physical aftermarket materials and the associated product-related services, such as localized refurbishments, reverse logistics, or warranty repairs.
The SEBOM bridges the gap between initial production and long-term customer support, involving specific lifecycle owners:
Customer service and field operations: Act as the primary owners. They define the formulation of service kits, determine routine replacement intervals, and log real-world failure rates to adjust aftermarket demand.
Engineering: Provides inputs on expected wear-and-tear components and defines the technical limits of backwards compatibility for upgraded parts.
Procurement: Negotiates aftermarket supply contracts, executes end-of-life bridge buys, manages the transfer or retention of custom tooling, and negotiates bundled material and service agreements.
Finance: Utilizes SEBOM data to calculate warranty cost reserves and forecast high-margin aftermarket revenue streams.
Securing this aftermarket revenue relies heavily on procurement's ability to maintain a clean, actionable service part record. To protect long-term supply continuity, procurement should leverage this operational checklist.
The operator’s SEBOM checklist:
Lifecycle supply: Secure critical spare parts and sub-assemblies contractually for the full duration of the product's intended field life.
Service bundling: Leverage volume by contracting suppliers to provide both spare parts and aftermarket repair services where possible.
Tooling retention: Define ownership of custom molds, dies, and testing fixtures clearly for aftermarket production runs.
Kit formulation: Group service parts logically into consumable kits so field technicians do not have to order dozens of individual pieces.
Connecting the data across functional structures
While these structures serve different functional owners, their data elements are fundamentally intertwined. The EBOM establishes the base component identity and geometric or chemical requirements. This base data flows directly into the MBOM, which appends factory-specific routing, yield factors, and UoM conversions. The PBOM builds on this by assigning specific external suppliers and purchasing parameters. The FBOM extracts these requirements and assigns fully burdened financial values to calculate COGS. The SABOM pulls from the MBOM to group these buildable units into marketable, configurable packages. Meanwhile, the SEBOM extracts only the serviceable elements to dictate long-term aftermarket inventory. A failure to map the connections between these systems creates immediate downstream execution errors that undermine the sourcing strategy.
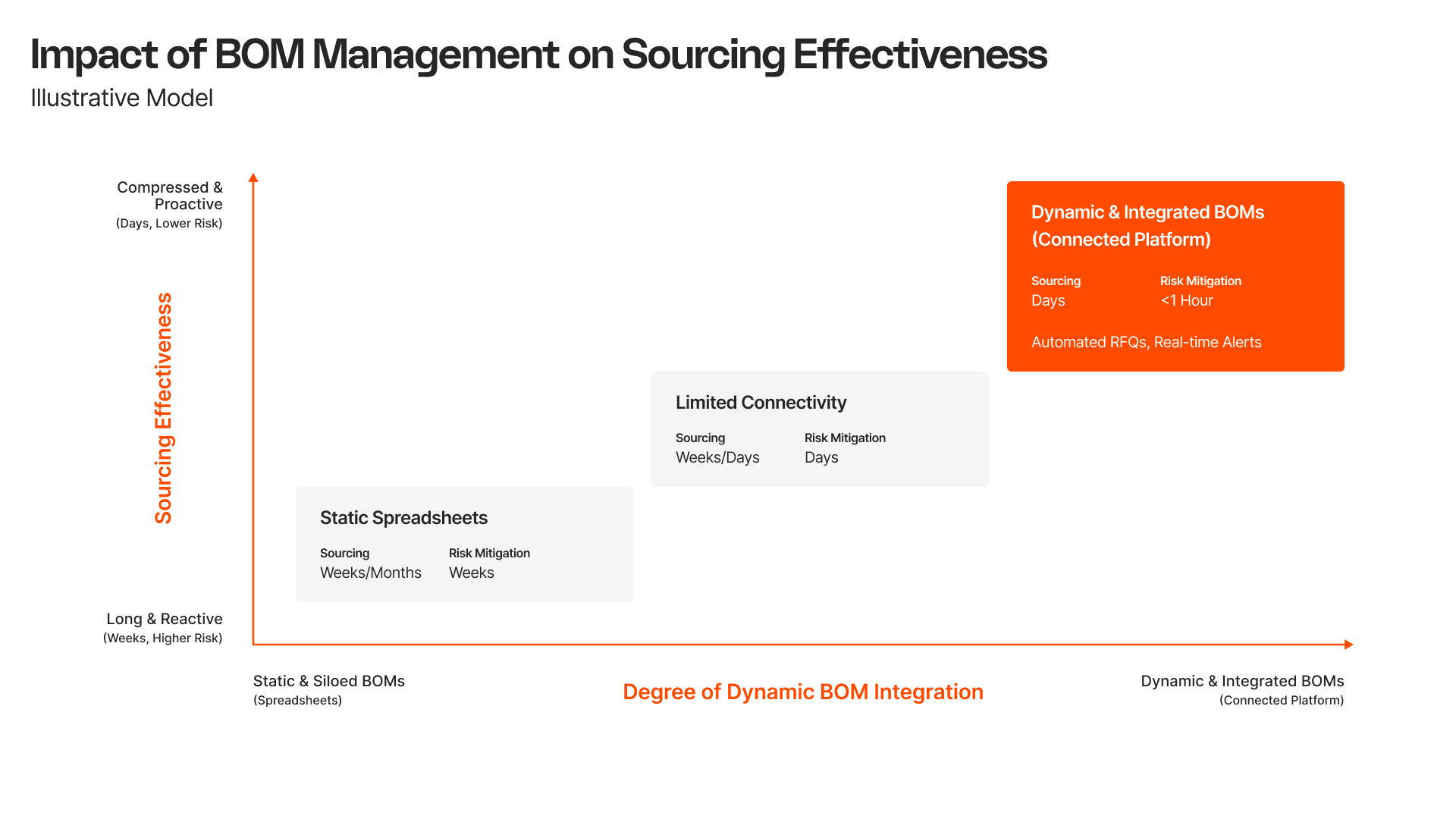
Why the static BOM fails, the shift to dynamic BOMs, and how to measure it
Static spreadsheets and siloed data systems fail modern manufacturing. A static EBOM is simply a snapshot in time, often an Excel export emailed across departments, that is immediately out of date the moment an engineer makes a design change. The traditional mentality of throwing a static design over the wall from engineering to procurement to manufacturing creates massive daily waste. Research shows 35% of professionals report daily duplicate product-data entry, and 42% must retrieve product data from multiple disconnected systems every single day (Tech-Clarity, 2024).
To survive in complex environments, organizations must transition to dynamic BOMs. A dynamic structure is a live, digitally connected record that synchronizes bidirectionally across PLM, ERP, and MES environments. When a dynamic record updates, the digital thread ensures that a revision cascades instantly to all downstream systems, reflecting real-time inventory availability, alternate qualification statuses, and dynamic floor routing.
To prove that data governance is improving during the transition from static spreadsheets to a dynamic digital thread, organizations must track metrics that operations actually cares about.
Quality metrics:
Floor-confirmed accuracy: The percentage of builds or batches completed with zero data-caused discrepancies.
ECO latency to floor: The total hours from engineering approval to the moment the router, ERP, MES, and picklists are updated.
Attributable shortage rate: The percentage of material shortages where the root cause was a bad UoM, incorrect revision, missing scrap factor, or unexploded phantom.
Substitution success rate: The percentage of alternate substitutions that execute successfully on the first pass.
Non-recurring build (NRB) events: The number of times engineering or quality had to physically oversee a build due to documentation gaps.
Common BOM failure modes and how to mitigate them
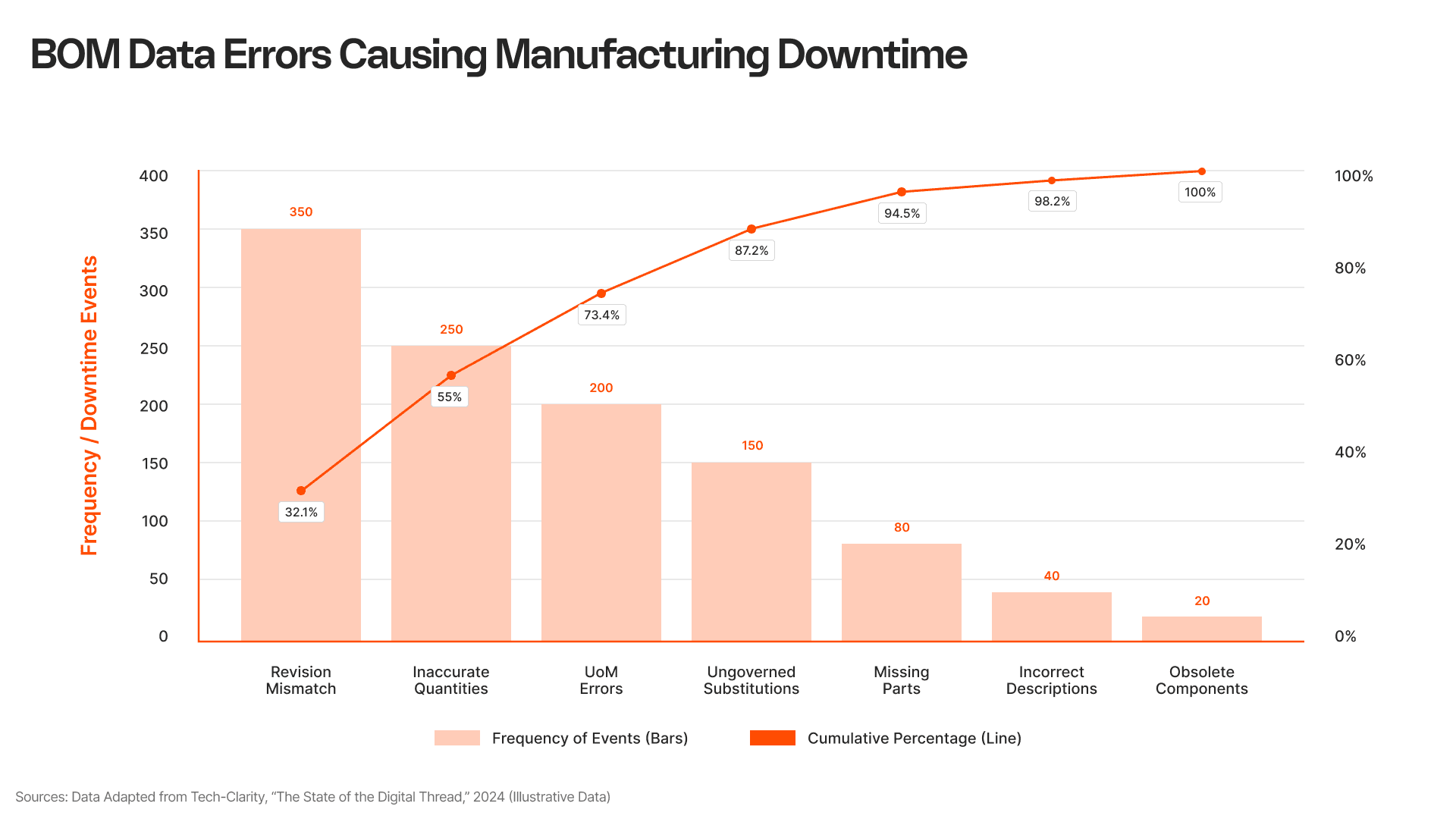
Tracking these metrics quickly reveals that the most severe shop floor disruptions are direct symptoms of relying on static, disconnected BOMs. When organizations fail to maintain a dynamic digital thread, data inevitably degrades across silos, and the consequences hit the assembly line immediately. The Pareto chart above illustrates the top drivers of BOM-related downtime. Addressing these requires a firm understanding of the root causes and applying strict, cross-functional system controls.
Revision Mismatch
Explanation: Operations attempts to build a product using older components while the system expects a newer design, or vice versa.
Root causes: Poor ECO management, missing effective dates on design changes, and a failure to execute a where-used analysis before releasing a change.
Controls: Enforce strict effective dating on all ECOs so procurement stops ordering old parts exactly when manufacturing transitions. Execute concrete floor purge plans to physically quarantine old revision material and update routers. Mandate where-used impact analyses before any change approval so downstream assemblies are not blindsided.
Inaccurate Quantities
Explanation: The MRP system calculates there is plenty of inventory available, but the production line physically starves.
Root causes: Manufacturing scrap, line yield loss, and purge loss are missing from the MBOM planning factors.
Controls: Establish rigid governance over planning factors. Require manufacturing engineering and procurement to co-own scrap rates and hard-code them directly into the MBOM, reviewing them quarterly against actual floor consumption.
3. UoM Errors
Explanation: The purchasing team buys a component in bulk boxes, but the routing sheet calls for individual pieces or grams.
Root causes: A fundamental disconnect between purchasing units and consumption units during the data handoff.
Controls: Standardize the UoM across the enterprise. Enforce strict conversion factors at the item master level and automate UoM validation between purchasing and operations to accommodate vendor round-up rules smoothly.
Ungoverned Substitutions
Explanation: Alternate parts are physically on hand and look correct, but they fail during assembly or processing.
Root causes: The AML allows alternate parts that have not been adequately vetted for form, fit, function, or chemical equivalence.
Controls: Implement rigid FAI or PPAP gating for all new suppliers. Tag alternates by specific qualification state (such as drop-in or conditional) rather than using broad approval labels. Enforce deviation workflows for any unvetted substitutions.
5. Missing Parts
Explanation: Components absolutely necessary for the physical build do not exist on the picklist.
Root causes: Unexploded phantom assemblies that fail to route properly in the MRP system, or forgotten secondary consumables like grease, tape, and adhesives.
Controls: Set hard systemic rules and logic validations for phantom routing. Mandate cross-functional MBOM reviews to ensure all non-designed consumables and packaging are appended before NPI release.
Incorrect Descriptions
Explanation: The received part matches the base part number but lacks necessary physical attributes to be usable.
Root causes: Incorrect specification callouts, missing plating requirements, or vague finish details in the item master.
Controls: Implement specification locking. Mandate critical attribute fields in the item master so a part cannot be released to procurement if vital characteristics are left blank.
Obsolete Components
Explanation: Engineering designs a new product using components that can no longer be sourced.
Root causes: Poor lifecycle tracking during the EBOM phase and a lack of proactive end-of-life supplier notifications.
Controls: Flag lifecycle status explicitly in the item master. Integrate supplier end-of-life alerts directly into the PLM system to trigger proactive substitution engineering long before a stockout occurs.
How dynamic integrated BOMs lead to better sourcing outcomes
While implementing cross-functional controls is essential to preventing the failure modes detailed above, the ultimate remedy is eliminating the disconnected systems that cause them. Shifting from static files to a dynamic and integrated architecture fundamentally changes how procurement creates value. When sourcing teams have real-time visibility into the digital thread, the commercial outcomes are measurable and immediate.
Accelerated NPI sourcing: Dynamic integration allows procurement to view the EBOM as it evolves, rather than waiting for a final release. This enables parallel sourcing, where suppliers can be qualified and long-lead tooling can be ordered weeks before the final design is locked, radically shrinking time-to-market.
Automated cost roll-ups: Instead of manually calculating total cost of ownership across spreadsheets, dynamic structures automatically pull live supplier pricing, freight tables, and tariffs into the PLM. This provides engineers with instant financial feedback on their design choices.
Proactive multi-tier risk mitigation: A dynamic thread links the MBOM directly to global risk intelligence feeds to mitigate geopolitical and scarcity risks. For context, from January to June 2024, there were 10,629 documented supply chain disruptions (Resilinc, 2024). When traffic through critical maritime chokepoints dropped by over 50% by mid-2024, shipping costs skyrocketed (UNCTAD, 2024). The system instantly flags which top-level assemblies are impacted by these events, allowing procurement to execute pre-planned alternative routing.
Seamless supplier collaboration: An integrated system allows procurement to securely share specific sub-assemblies or formulations with external partners through a portal, ensuring contract manufacturers are always building to the absolute latest revision without the risk of emailing outdated documents.
How to implement dynamic BOM data governance at your company
Establishing control over your product data requires process discipline, cross-functional alignment, and a refusal to accept data silos. Procurement teams must take an active, often leading role in these initiatives to protect commercial leverage and supply continuity. Follow these steps to transform how your procurement team utilizes master data for strategic sourcing and operational stability.
Co-sponsor a discrepancy feedback loop: Partner with manufacturing leadership to establish a digital pathway for operators to flag data errors from the floor. Empower shop floor workers to use mobile or tablet-based reporting tools. Procurement must ensure that commercial impacts (like expedited freight or rework costs) are tracked in these tickets to justify continuous MDM improvements and hold engineering accountable to service level agreements.
Act as the commercial gatekeeper in weekly ECO readiness reviews: Mandate a recurring alignment meeting involving operations, quality, procurement, and engineering to review pending changes before they hit the floor. Procurement must own the commercial evaluation here, coming prepared with updated cost roll-ups, supplier lead time impacts, and inventory burn-down plans for obsolete parts. Do not approve design changes if the supply chain risks cannot be mitigated.
Define and enforce mandatory commercial fields in the item master: Systematically prevent orders or builds if critical fields like revision, material specification, qualified alternates, or target lead times are left blank. Procurement should define these mandatory parameters and work directly with IT and MDM teams to create hard stops in the ERP. If an engineer attempts to release a new part without an assigned buyer code or approved manufacturer, the system must block the release until procurement validates the data.
Lead cross-functional education on where-used impacts: Facilitate workshops to educate procurement buyers and engineering leads on how to run robust impact analyses. Use historical ECO failures to demonstrate the financial and supply chain blast radius of unchecked changes. Show how a simple change to a common fastener can trigger millions of dollars in obsolete inventory across multiple product lines if the full where-used tree is not analyzed prior to execution.
Champion the digitization of the PLM-to-ERP data handoff: Build the business case to invest in middleware or direct application programming interface (API) connections between PLM, ERP, and MES platforms. Tie automated sourcing alerts to specific PLM lifecycle states. Rather than triggering an alert every time an engineer tests a part in CAD, configure the system to notify category managers when a new component hits a preliminary or quote-ready gate. This shifts procurement from tactical data entry to strategic parallel sourcing during the design phase, while ensuring the data only cascades into the MBOM and ERP systems once officially finalized.
-
Addendum: FAQs
What is the fastest way to tell if a shortage is a data issue or a supplier delay?
Check the physical inventory against the system allocation and the router requirements. If the parts or raw materials are physically present but cannot be used due to a revision mismatch, unit of measure error, or failed fitment, it is a data failure.
Why do I have parts in the cage but still cannot build the product?
This usually occurs when the approved manufacturer list allows an alternate part that has not been properly vetted for form, fit, function, or chemical equivalence. The system views the inventory as valid, but physical assembly constraints prevent its actual use on the floor.
What exactly should be included in a qualified alternate record?
A proper alternate record must include the supplier part number, the specific qualification state such as drop-in, conditional, or deviation required, and any unique work instructions or recipe adjustments required to consume it.
How do effective dates prevent mixed-revision builds on the floor?
Effective dates mandate a hard cut-over point for an engineering change order across the PLM, ERP, MES, picklists, and routers. This ensures that old material is quarantined and new material is phased in uniformly, preventing incompatible assemblies or contaminated batches.
How are manufacturing scrap and yield factors properly governed?
Scrap and yield factors must be jointly owned by manufacturing engineering and procurement, and hard-coded into the manufacturing BOM. They should be reviewed quarterly against actual floor consumption data to ensure the MRP system orders enough raw material.
The Bill of Materials (BOM) is a dynamic, complex data set with multiple types crucial for operations. Procurement must understand all BOM types to maximize impact on cost savings, supply continuity, and revenue growth.
Historically, procurement was a reactive function, engaging the supply base only after receiving a finalized parts list. This is no longer viable, as up to 80% of a product's total cost and carbon footprint is set during initial design. Waiting leaves procurement negotiating over only 20%, with suppliers holding leverage. Procurement must integrate early into the product development lifecycle, before BOM data is finalized.
Bad data impacts the shop floor instantly. For operations, the BOM is the "law of physics." Corrupted or siloed data causes major disruption: assembly lines stop due to mismatched ERP and PLM revisions, batch processing halts from incorrect blending ratios, operators pull incorrect alternates, phantoms go missing, and chronic shortages result from inaccurate scrap/yield rates. Sub-tier surprises trigger late Engineering Change Orders (ECOs).
These discrepancies create a continuous failure loop. A standard day-in-the-life failure, such as a material mismatch on the shop floor, can halt a line for hours, hit first-pass yield, and force expedited freight costs while teams scramble to identify an outdated revision code root cause. In contrast, a "live digital thread" ensures ECOs propagate instantly, updating kit/batch rules and alternate flags automatically, allowing for seamless operation.
The core types of BOMs and their relevance to sourcing
To solve these floor-level disconnects and reclaim commercial leverage, procurement cannot just look at the final part list. Sourcing teams need a keen understanding of all the different BOM types, how their data elements interrelate, and how to govern them dynamically across the product lifecycle. Mastering this interconnected web of product data is what allows procurement to shift from reactive purchasing to proactive, strategic sourcing.
The engineering BOM (EBOM)
The engineering BOM (EBOM) defines the product exactly as it is designed or formulated. Created by the engineering or R&D team utilizing CAD or formulation software and managed within a PLM system, it focuses purely on functional specifications, tolerances, and design geometry or chemical composition.
Because the Engineering Bill of Materials (EBOM) is the fundamental source of product data, proper management necessitates cross-functional collaboration throughout the NPI process:
Engineering and R&D: Act as the primary owners and authors. They define the form, fit, function, and base chemical makeup, and initiate any design-driven ECOs.
Procurement: Provides critical commercial inputs before the design is locked. Sourcing evaluates component availability, models should-cost scenarios, flags geographic concentration risks, and steers engineers toward preferred suppliers.
Finance: Injects target costing constraints and NPI budget parameters to ensure the product can be manufactured profitably.
Quality: Defines compliance standards, material certifications, and testing requirements for the proposed components.
Although these corporate functions define the Engineering Bill of Materials (EBOM) at a strategic level, its real utility and reliability are proven during the execution phase. To ensure the EBOM translates into a viable sourcing strategy, Procurement teams working closely with operations could use the following checklist.
The operator’s EBOM checklist:
Standardization: Utilize existing, active components from the current AML to prevent unnecessary supplier proliferation.
Lifecycle status: Flag any specified parts, microchips, or ingredients nearing end-of-life or commercial obsolescence.
Sole-source flags: Ensure primary and secondary alternatives are designed in and functionally simulated from day one.
Material compliance: Verify all specified materials comply with current environmental regulations and regional trade restrictions.
The manufacturing BOM (MBOM)
The manufacturing BOM (MBOM) defines the product as it is actually built or blended on the factory floor. It translates the EBOM into actionable production steps, adding necessary consumables, packaging materials, routing instructions, and sub-assemblies. The MBOM is typically housed in the ERP system, but it is increasingly managed across integrated PLM and manufacturing execution systems (MES) platforms.
The transition from EBOM to MBOM introduces operational realities, requiring collaboration across several functions:
Manufacturing engineering and operations: Act as the primary owners. They translate design specs into step-by-step routings, calculate standard scrap and yield losses, and append non-designed consumables like grease, tape, or bulk solvents.
Procurement and supply chain: Feed the MBOM with lead times, unit of measure (UoM) conversion factors, and minimum order quantity (MOQ) constraints. They execute the MRP runs generated from this structure.
Cost accounting: Relies entirely on the MBOM to establish standard costs, run variance analyses, and calculate exact margins based on factory execution.
Master data management (MDM): Enforces governance and part number taxonomy to ensure systems of record do not become cluttered with duplicate records.
Translating these functional inputs into a reliable supply chain requires attention to detail on the factory floor. To prevent procurement from ordering against flawed factory assumptions, sourcing teams can use this operational checklist to validate the MBOM.
The operator’s MBOM checklist:
Revision control: Align build documents, formulation sheets, routers, and the ERP so they all point to the exact same effective date and revision.
Critical characteristics: Flag critical to quality (CTQ) factors, including torque specs, tolerances, viscosity limits, and temperature thresholds.
Substitution rules: Tag alternates by form-fit-function or chemical equivalence and specific qualification status rather than broad approval labels.
Manufacturing allowances: Include scrap percentages, yield loss, evaporation rates, cut-length waste, and purge loss in planning factors actively.
Packaging and handling: Define moisture sensitivity, cold-chain requirements, FIFO/FEFO rules, shelf life, and bake requirements clearly.
Point-of-use reality: Validate pick paths, dispensing units, and UoM conversions against actual floor consumption.
The procurement BOM (PBOM)
The procurement BOM (PBOM) isolates the product structure strictly through the lens of external sourcing and supply chain execution. While the MBOM focuses on internal factory routing and assembly steps, the PBOM strips away the internal manufacturing processes to focus exclusively on the items that must be bought from suppliers.
Because the PBOM acts as the bridge between internal demand and external supply, managing it requires intense commercial focus:
Procurement and strategic sourcing: Act as the primary owners. They populate the PBOM with approved manufacturer lists, negotiated pricing tiers, contractual volume commitments, and supplier risk scores.
Supply chain planning: Uses the PBOM to establish minimum order quantities, safety stock buffers, and transit lead times required for accurate MRP execution.
Supplier quality engineering: Attaches supplier-specific qualification records, first article inspection (FAI) statuses, and material compliance certificates.
To ensure the PBOM drives accurate automated purchasing and protects the company from stockouts, sourcing teams can actively govern this data through the following checklist.
The operator’s PBOM checklist:
Supplier allocation: Reflect volume splits accurately in the system for multi-sourced components to enforce contract compliance.
Lead time accuracy: Update records to reflect actual, dynamic market lead times instead of outdated, static supplier promises.
Purchasing multiples: Align minimum order quantities and standard pack sizes correctly to prevent the buildup of dead inventory.
Approved manufacturer validation: Implement systemic blocks to prevent buyers from issuing purchase orders to unapproved or disqualified sub-tier suppliers.
The finance BOM (FBOM)
The finance BOM (FBOM), often referred to as the costing BOM, defines the financial architecture of the product. It aggregates the direct material costs from the MBOM and layers on direct labor, manufacturing overhead, freight, tariffs, and tooling amortization to calculate the true cost of goods sold (COGS).
Managing the FBOM requires strict alignment between commercial and accounting teams:
Cost accounting and finance: Act as the primary owners. They establish standard costs, track manufacturing variances, and forecast overall product margins against enterprise targets.
Procurement: Injects live commercial reality into the financial model. Sourcing provides standard unit costs, negotiated volume tiers, logistics fees, and anticipated commodity fluctuations.
Manufacturing: Supplies the labor burn rates and machine overhead costs required to execute the MBOM on the factory floor.
To ensure procurement's cost-down initiatives actually translate to the bottom line, sourcing teams must maintain the accuracy of the FBOM using this operational checklist.
The operator’s FBOM checklist:
Standard vs. actual: Update standard costs frequently to reflect real-world commodity inflation or deflation without causing massive quarterly variances.
True landed cost: Model freight, tariffs, packaging, and duty drawbacks accurately into the component cost rather than burying them in generic corporate overhead.
Tooling amortization: Amortize supplier tooling correctly across the expected unit volume and establish an automated trigger to reduce the unit price once the tooling is fully paid off.
Currency fluctuations: Peg foreign exchange rates accurately for overseas components to prevent phantom margin erosion.
The sales BOM (SABOM)
The sales BOM (SABOM) defines the product as it is sold to the end customer. It is heavily utilized for configurable products, grouping components into modules that sales teams can price and customers can select. Accurate SABOM data allows procurement to build volume tiering into supplier contracts based on anticipated configuration popularity.
Managing the SABOM requires functions focused on market demand and profitability:
Product management and sales: Act as the primary owners. They define feature bundles, trim levels, and configurable options based on market research.
Marketing: Provides inputs on retail packaging, promotional inserts, and localized instruction manuals that must be shipped with specific configurations.
Finance: Models the pricing strategy and margin analysis for every possible configuration to ensure no bundled package sells at a loss.
Procurement: Advises on lead times for premium options or specific tiers to ensure the sales team does not promise delivery windows that the supply base cannot meet.
Although the SABOM is highly commercial, its accuracy directly impacts procurement's ability to fulfill customer promises. The below checklist provides guidance on how sourcing teams should collaborate with sales and operations.
The operator’s SABOM checklist:
Configuration mapping: Translate all customer-selectable options directly into buildable MBOM assemblies to eliminate manual engineering intervention.
Packaging inclusion: Account for promotional materials, retail display boxes, and printed manuals accurately as consumed inventory.
Lead time alignment: Ensure the quoted sales delivery window accurately accounts for the longest-lead sub-component within that specific configuration.
The service BOM (SEBOM)
The service BOM (SEBOM) defines the product as it is maintained in the field over its lifecycle. It includes the spare parts, replacement assemblies, diagnostic tools, and repair kits required for ongoing maintenance. Procurement uses the SEBOM to secure long-term aftermarket supply agreements, negotiating end-of-life terms and tooling ownership rights.
Crucially, the SEBOM presents a unique opportunity for commercial advantage. Sourcing teams should actively look for commercial leverage opportunities where a single supplier can provide both the physical aftermarket materials and the associated product-related services, such as localized refurbishments, reverse logistics, or warranty repairs.
The SEBOM bridges the gap between initial production and long-term customer support, involving specific lifecycle owners:
Customer service and field operations: Act as the primary owners. They define the formulation of service kits, determine routine replacement intervals, and log real-world failure rates to adjust aftermarket demand.
Engineering: Provides inputs on expected wear-and-tear components and defines the technical limits of backwards compatibility for upgraded parts.
Procurement: Negotiates aftermarket supply contracts, executes end-of-life bridge buys, manages the transfer or retention of custom tooling, and negotiates bundled material and service agreements.
Finance: Utilizes SEBOM data to calculate warranty cost reserves and forecast high-margin aftermarket revenue streams.
Securing this aftermarket revenue relies heavily on procurement's ability to maintain a clean, actionable service part record. To protect long-term supply continuity, procurement should leverage this operational checklist.
The operator’s SEBOM checklist:
Lifecycle supply: Secure critical spare parts and sub-assemblies contractually for the full duration of the product's intended field life.
Service bundling: Leverage volume by contracting suppliers to provide both spare parts and aftermarket repair services where possible.
Tooling retention: Define ownership of custom molds, dies, and testing fixtures clearly for aftermarket production runs.
Kit formulation: Group service parts logically into consumable kits so field technicians do not have to order dozens of individual pieces.
Connecting the data across functional structures
While these structures serve different functional owners, their data elements are fundamentally intertwined. The EBOM establishes the base component identity and geometric or chemical requirements. This base data flows directly into the MBOM, which appends factory-specific routing, yield factors, and UoM conversions. The PBOM builds on this by assigning specific external suppliers and purchasing parameters. The FBOM extracts these requirements and assigns fully burdened financial values to calculate COGS. The SABOM pulls from the MBOM to group these buildable units into marketable, configurable packages. Meanwhile, the SEBOM extracts only the serviceable elements to dictate long-term aftermarket inventory. A failure to map the connections between these systems creates immediate downstream execution errors that undermine the sourcing strategy.
Why the static BOM fails, the shift to dynamic BOMs, and how to measure it
Static spreadsheets and siloed data systems fail modern manufacturing. A static EBOM is simply a snapshot in time, often an Excel export emailed across departments, that is immediately out of date the moment an engineer makes a design change. The traditional mentality of throwing a static design over the wall from engineering to procurement to manufacturing creates massive daily waste. Research shows 35% of professionals report daily duplicate product-data entry, and 42% must retrieve product data from multiple disconnected systems every single day (Tech-Clarity, 2024).
To survive in complex environments, organizations must transition to dynamic BOMs. A dynamic structure is a live, digitally connected record that synchronizes bidirectionally across PLM, ERP, and MES environments. When a dynamic record updates, the digital thread ensures that a revision cascades instantly to all downstream systems, reflecting real-time inventory availability, alternate qualification statuses, and dynamic floor routing.
To prove that data governance is improving during the transition from static spreadsheets to a dynamic digital thread, organizations must track metrics that operations actually cares about.
Quality metrics:
Floor-confirmed accuracy: The percentage of builds or batches completed with zero data-caused discrepancies.
ECO latency to floor: The total hours from engineering approval to the moment the router, ERP, MES, and picklists are updated.
Attributable shortage rate: The percentage of material shortages where the root cause was a bad UoM, incorrect revision, missing scrap factor, or unexploded phantom.
Substitution success rate: The percentage of alternate substitutions that execute successfully on the first pass.
Non-recurring build (NRB) events: The number of times engineering or quality had to physically oversee a build due to documentation gaps.
Common BOM failure modes and how to mitigate them
Tracking these metrics quickly reveals that the most severe shop floor disruptions are direct symptoms of relying on static, disconnected BOMs. When organizations fail to maintain a dynamic digital thread, data inevitably degrades across silos, and the consequences hit the assembly line immediately. The Pareto chart above illustrates the top drivers of BOM-related downtime. Addressing these requires a firm understanding of the root causes and applying strict, cross-functional system controls.
Revision Mismatch
Explanation: Operations attempts to build a product using older components while the system expects a newer design, or vice versa.
Root causes: Poor ECO management, missing effective dates on design changes, and a failure to execute a where-used analysis before releasing a change.
Controls: Enforce strict effective dating on all ECOs so procurement stops ordering old parts exactly when manufacturing transitions. Execute concrete floor purge plans to physically quarantine old revision material and update routers. Mandate where-used impact analyses before any change approval so downstream assemblies are not blindsided.
Inaccurate Quantities
Explanation: The MRP system calculates there is plenty of inventory available, but the production line physically starves.
Root causes: Manufacturing scrap, line yield loss, and purge loss are missing from the MBOM planning factors.
Controls: Establish rigid governance over planning factors. Require manufacturing engineering and procurement to co-own scrap rates and hard-code them directly into the MBOM, reviewing them quarterly against actual floor consumption.
3. UoM Errors
Explanation: The purchasing team buys a component in bulk boxes, but the routing sheet calls for individual pieces or grams.
Root causes: A fundamental disconnect between purchasing units and consumption units during the data handoff.
Controls: Standardize the UoM across the enterprise. Enforce strict conversion factors at the item master level and automate UoM validation between purchasing and operations to accommodate vendor round-up rules smoothly.
Ungoverned Substitutions
Explanation: Alternate parts are physically on hand and look correct, but they fail during assembly or processing.
Root causes: The AML allows alternate parts that have not been adequately vetted for form, fit, function, or chemical equivalence.
Controls: Implement rigid FAI or PPAP gating for all new suppliers. Tag alternates by specific qualification state (such as drop-in or conditional) rather than using broad approval labels. Enforce deviation workflows for any unvetted substitutions.
5. Missing Parts
Explanation: Components absolutely necessary for the physical build do not exist on the picklist.
Root causes: Unexploded phantom assemblies that fail to route properly in the MRP system, or forgotten secondary consumables like grease, tape, and adhesives.
Controls: Set hard systemic rules and logic validations for phantom routing. Mandate cross-functional MBOM reviews to ensure all non-designed consumables and packaging are appended before NPI release.
Incorrect Descriptions
Explanation: The received part matches the base part number but lacks necessary physical attributes to be usable.
Root causes: Incorrect specification callouts, missing plating requirements, or vague finish details in the item master.
Controls: Implement specification locking. Mandate critical attribute fields in the item master so a part cannot be released to procurement if vital characteristics are left blank.
Obsolete Components
Explanation: Engineering designs a new product using components that can no longer be sourced.
Root causes: Poor lifecycle tracking during the EBOM phase and a lack of proactive end-of-life supplier notifications.
Controls: Flag lifecycle status explicitly in the item master. Integrate supplier end-of-life alerts directly into the PLM system to trigger proactive substitution engineering long before a stockout occurs.
How dynamic integrated BOMs lead to better sourcing outcomes
While implementing cross-functional controls is essential to preventing the failure modes detailed above, the ultimate remedy is eliminating the disconnected systems that cause them. Shifting from static files to a dynamic and integrated architecture fundamentally changes how procurement creates value. When sourcing teams have real-time visibility into the digital thread, the commercial outcomes are measurable and immediate.
Accelerated NPI sourcing: Dynamic integration allows procurement to view the EBOM as it evolves, rather than waiting for a final release. This enables parallel sourcing, where suppliers can be qualified and long-lead tooling can be ordered weeks before the final design is locked, radically shrinking time-to-market.
Automated cost roll-ups: Instead of manually calculating total cost of ownership across spreadsheets, dynamic structures automatically pull live supplier pricing, freight tables, and tariffs into the PLM. This provides engineers with instant financial feedback on their design choices.
Proactive multi-tier risk mitigation: A dynamic thread links the MBOM directly to global risk intelligence feeds to mitigate geopolitical and scarcity risks. For context, from January to June 2024, there were 10,629 documented supply chain disruptions (Resilinc, 2024). When traffic through critical maritime chokepoints dropped by over 50% by mid-2024, shipping costs skyrocketed (UNCTAD, 2024). The system instantly flags which top-level assemblies are impacted by these events, allowing procurement to execute pre-planned alternative routing.
Seamless supplier collaboration: An integrated system allows procurement to securely share specific sub-assemblies or formulations with external partners through a portal, ensuring contract manufacturers are always building to the absolute latest revision without the risk of emailing outdated documents.
How to implement dynamic BOM data governance at your company
Establishing control over your product data requires process discipline, cross-functional alignment, and a refusal to accept data silos. Procurement teams must take an active, often leading role in these initiatives to protect commercial leverage and supply continuity. Follow these steps to transform how your procurement team utilizes master data for strategic sourcing and operational stability.
Co-sponsor a discrepancy feedback loop: Partner with manufacturing leadership to establish a digital pathway for operators to flag data errors from the floor. Empower shop floor workers to use mobile or tablet-based reporting tools. Procurement must ensure that commercial impacts (like expedited freight or rework costs) are tracked in these tickets to justify continuous MDM improvements and hold engineering accountable to service level agreements.
Act as the commercial gatekeeper in weekly ECO readiness reviews: Mandate a recurring alignment meeting involving operations, quality, procurement, and engineering to review pending changes before they hit the floor. Procurement must own the commercial evaluation here, coming prepared with updated cost roll-ups, supplier lead time impacts, and inventory burn-down plans for obsolete parts. Do not approve design changes if the supply chain risks cannot be mitigated.
Define and enforce mandatory commercial fields in the item master: Systematically prevent orders or builds if critical fields like revision, material specification, qualified alternates, or target lead times are left blank. Procurement should define these mandatory parameters and work directly with IT and MDM teams to create hard stops in the ERP. If an engineer attempts to release a new part without an assigned buyer code or approved manufacturer, the system must block the release until procurement validates the data.
Lead cross-functional education on where-used impacts: Facilitate workshops to educate procurement buyers and engineering leads on how to run robust impact analyses. Use historical ECO failures to demonstrate the financial and supply chain blast radius of unchecked changes. Show how a simple change to a common fastener can trigger millions of dollars in obsolete inventory across multiple product lines if the full where-used tree is not analyzed prior to execution.
Champion the digitization of the PLM-to-ERP data handoff: Build the business case to invest in middleware or direct application programming interface (API) connections between PLM, ERP, and MES platforms. Tie automated sourcing alerts to specific PLM lifecycle states. Rather than triggering an alert every time an engineer tests a part in CAD, configure the system to notify category managers when a new component hits a preliminary or quote-ready gate. This shifts procurement from tactical data entry to strategic parallel sourcing during the design phase, while ensuring the data only cascades into the MBOM and ERP systems once officially finalized.
-
Addendum: FAQs
What is the fastest way to tell if a shortage is a data issue or a supplier delay?
Check the physical inventory against the system allocation and the router requirements. If the parts or raw materials are physically present but cannot be used due to a revision mismatch, unit of measure error, or failed fitment, it is a data failure.
Why do I have parts in the cage but still cannot build the product?
This usually occurs when the approved manufacturer list allows an alternate part that has not been properly vetted for form, fit, function, or chemical equivalence. The system views the inventory as valid, but physical assembly constraints prevent its actual use on the floor.
What exactly should be included in a qualified alternate record?
A proper alternate record must include the supplier part number, the specific qualification state such as drop-in, conditional, or deviation required, and any unique work instructions or recipe adjustments required to consume it.
How do effective dates prevent mixed-revision builds on the floor?
Effective dates mandate a hard cut-over point for an engineering change order across the PLM, ERP, MES, picklists, and routers. This ensures that old material is quarantined and new material is phased in uniformly, preventing incompatible assemblies or contaminated batches.
How are manufacturing scrap and yield factors properly governed?
Scrap and yield factors must be jointly owned by manufacturing engineering and procurement, and hard-coded into the manufacturing BOM. They should be reviewed quarterly against actual floor consumption data to ensure the MRP system orders enough raw material.
The Bill of Materials (BOM) is a dynamic, complex data set with multiple types crucial for operations. Procurement must understand all BOM types to maximize impact on cost savings, supply continuity, and revenue growth.
Historically, procurement was a reactive function, engaging the supply base only after receiving a finalized parts list. This is no longer viable, as up to 80% of a product's total cost and carbon footprint is set during initial design. Waiting leaves procurement negotiating over only 20%, with suppliers holding leverage. Procurement must integrate early into the product development lifecycle, before BOM data is finalized.
Bad data impacts the shop floor instantly. For operations, the BOM is the "law of physics." Corrupted or siloed data causes major disruption: assembly lines stop due to mismatched ERP and PLM revisions, batch processing halts from incorrect blending ratios, operators pull incorrect alternates, phantoms go missing, and chronic shortages result from inaccurate scrap/yield rates. Sub-tier surprises trigger late Engineering Change Orders (ECOs).
These discrepancies create a continuous failure loop. A standard day-in-the-life failure, such as a material mismatch on the shop floor, can halt a line for hours, hit first-pass yield, and force expedited freight costs while teams scramble to identify an outdated revision code root cause. In contrast, a "live digital thread" ensures ECOs propagate instantly, updating kit/batch rules and alternate flags automatically, allowing for seamless operation.
The core types of BOMs and their relevance to sourcing
To solve these floor-level disconnects and reclaim commercial leverage, procurement cannot just look at the final part list. Sourcing teams need a keen understanding of all the different BOM types, how their data elements interrelate, and how to govern them dynamically across the product lifecycle. Mastering this interconnected web of product data is what allows procurement to shift from reactive purchasing to proactive, strategic sourcing.
The engineering BOM (EBOM)
The engineering BOM (EBOM) defines the product exactly as it is designed or formulated. Created by the engineering or R&D team utilizing CAD or formulation software and managed within a PLM system, it focuses purely on functional specifications, tolerances, and design geometry or chemical composition.
Because the Engineering Bill of Materials (EBOM) is the fundamental source of product data, proper management necessitates cross-functional collaboration throughout the NPI process:
Engineering and R&D: Act as the primary owners and authors. They define the form, fit, function, and base chemical makeup, and initiate any design-driven ECOs.
Procurement: Provides critical commercial inputs before the design is locked. Sourcing evaluates component availability, models should-cost scenarios, flags geographic concentration risks, and steers engineers toward preferred suppliers.
Finance: Injects target costing constraints and NPI budget parameters to ensure the product can be manufactured profitably.
Quality: Defines compliance standards, material certifications, and testing requirements for the proposed components.
Although these corporate functions define the Engineering Bill of Materials (EBOM) at a strategic level, its real utility and reliability are proven during the execution phase. To ensure the EBOM translates into a viable sourcing strategy, Procurement teams working closely with operations could use the following checklist.
The operator’s EBOM checklist:
Standardization: Utilize existing, active components from the current AML to prevent unnecessary supplier proliferation.
Lifecycle status: Flag any specified parts, microchips, or ingredients nearing end-of-life or commercial obsolescence.
Sole-source flags: Ensure primary and secondary alternatives are designed in and functionally simulated from day one.
Material compliance: Verify all specified materials comply with current environmental regulations and regional trade restrictions.
The manufacturing BOM (MBOM)
The manufacturing BOM (MBOM) defines the product as it is actually built or blended on the factory floor. It translates the EBOM into actionable production steps, adding necessary consumables, packaging materials, routing instructions, and sub-assemblies. The MBOM is typically housed in the ERP system, but it is increasingly managed across integrated PLM and manufacturing execution systems (MES) platforms.
The transition from EBOM to MBOM introduces operational realities, requiring collaboration across several functions:
Manufacturing engineering and operations: Act as the primary owners. They translate design specs into step-by-step routings, calculate standard scrap and yield losses, and append non-designed consumables like grease, tape, or bulk solvents.
Procurement and supply chain: Feed the MBOM with lead times, unit of measure (UoM) conversion factors, and minimum order quantity (MOQ) constraints. They execute the MRP runs generated from this structure.
Cost accounting: Relies entirely on the MBOM to establish standard costs, run variance analyses, and calculate exact margins based on factory execution.
Master data management (MDM): Enforces governance and part number taxonomy to ensure systems of record do not become cluttered with duplicate records.
Translating these functional inputs into a reliable supply chain requires attention to detail on the factory floor. To prevent procurement from ordering against flawed factory assumptions, sourcing teams can use this operational checklist to validate the MBOM.
The operator’s MBOM checklist:
Revision control: Align build documents, formulation sheets, routers, and the ERP so they all point to the exact same effective date and revision.
Critical characteristics: Flag critical to quality (CTQ) factors, including torque specs, tolerances, viscosity limits, and temperature thresholds.
Substitution rules: Tag alternates by form-fit-function or chemical equivalence and specific qualification status rather than broad approval labels.
Manufacturing allowances: Include scrap percentages, yield loss, evaporation rates, cut-length waste, and purge loss in planning factors actively.
Packaging and handling: Define moisture sensitivity, cold-chain requirements, FIFO/FEFO rules, shelf life, and bake requirements clearly.
Point-of-use reality: Validate pick paths, dispensing units, and UoM conversions against actual floor consumption.
The procurement BOM (PBOM)
The procurement BOM (PBOM) isolates the product structure strictly through the lens of external sourcing and supply chain execution. While the MBOM focuses on internal factory routing and assembly steps, the PBOM strips away the internal manufacturing processes to focus exclusively on the items that must be bought from suppliers.
Because the PBOM acts as the bridge between internal demand and external supply, managing it requires intense commercial focus:
Procurement and strategic sourcing: Act as the primary owners. They populate the PBOM with approved manufacturer lists, negotiated pricing tiers, contractual volume commitments, and supplier risk scores.
Supply chain planning: Uses the PBOM to establish minimum order quantities, safety stock buffers, and transit lead times required for accurate MRP execution.
Supplier quality engineering: Attaches supplier-specific qualification records, first article inspection (FAI) statuses, and material compliance certificates.
To ensure the PBOM drives accurate automated purchasing and protects the company from stockouts, sourcing teams can actively govern this data through the following checklist.
The operator’s PBOM checklist:
Supplier allocation: Reflect volume splits accurately in the system for multi-sourced components to enforce contract compliance.
Lead time accuracy: Update records to reflect actual, dynamic market lead times instead of outdated, static supplier promises.
Purchasing multiples: Align minimum order quantities and standard pack sizes correctly to prevent the buildup of dead inventory.
Approved manufacturer validation: Implement systemic blocks to prevent buyers from issuing purchase orders to unapproved or disqualified sub-tier suppliers.
The finance BOM (FBOM)
The finance BOM (FBOM), often referred to as the costing BOM, defines the financial architecture of the product. It aggregates the direct material costs from the MBOM and layers on direct labor, manufacturing overhead, freight, tariffs, and tooling amortization to calculate the true cost of goods sold (COGS).
Managing the FBOM requires strict alignment between commercial and accounting teams:
Cost accounting and finance: Act as the primary owners. They establish standard costs, track manufacturing variances, and forecast overall product margins against enterprise targets.
Procurement: Injects live commercial reality into the financial model. Sourcing provides standard unit costs, negotiated volume tiers, logistics fees, and anticipated commodity fluctuations.
Manufacturing: Supplies the labor burn rates and machine overhead costs required to execute the MBOM on the factory floor.
To ensure procurement's cost-down initiatives actually translate to the bottom line, sourcing teams must maintain the accuracy of the FBOM using this operational checklist.
The operator’s FBOM checklist:
Standard vs. actual: Update standard costs frequently to reflect real-world commodity inflation or deflation without causing massive quarterly variances.
True landed cost: Model freight, tariffs, packaging, and duty drawbacks accurately into the component cost rather than burying them in generic corporate overhead.
Tooling amortization: Amortize supplier tooling correctly across the expected unit volume and establish an automated trigger to reduce the unit price once the tooling is fully paid off.
Currency fluctuations: Peg foreign exchange rates accurately for overseas components to prevent phantom margin erosion.
The sales BOM (SABOM)
The sales BOM (SABOM) defines the product as it is sold to the end customer. It is heavily utilized for configurable products, grouping components into modules that sales teams can price and customers can select. Accurate SABOM data allows procurement to build volume tiering into supplier contracts based on anticipated configuration popularity.
Managing the SABOM requires functions focused on market demand and profitability:
Product management and sales: Act as the primary owners. They define feature bundles, trim levels, and configurable options based on market research.
Marketing: Provides inputs on retail packaging, promotional inserts, and localized instruction manuals that must be shipped with specific configurations.
Finance: Models the pricing strategy and margin analysis for every possible configuration to ensure no bundled package sells at a loss.
Procurement: Advises on lead times for premium options or specific tiers to ensure the sales team does not promise delivery windows that the supply base cannot meet.
Although the SABOM is highly commercial, its accuracy directly impacts procurement's ability to fulfill customer promises. The below checklist provides guidance on how sourcing teams should collaborate with sales and operations.
The operator’s SABOM checklist:
Configuration mapping: Translate all customer-selectable options directly into buildable MBOM assemblies to eliminate manual engineering intervention.
Packaging inclusion: Account for promotional materials, retail display boxes, and printed manuals accurately as consumed inventory.
Lead time alignment: Ensure the quoted sales delivery window accurately accounts for the longest-lead sub-component within that specific configuration.
The service BOM (SEBOM)
The service BOM (SEBOM) defines the product as it is maintained in the field over its lifecycle. It includes the spare parts, replacement assemblies, diagnostic tools, and repair kits required for ongoing maintenance. Procurement uses the SEBOM to secure long-term aftermarket supply agreements, negotiating end-of-life terms and tooling ownership rights.
Crucially, the SEBOM presents a unique opportunity for commercial advantage. Sourcing teams should actively look for commercial leverage opportunities where a single supplier can provide both the physical aftermarket materials and the associated product-related services, such as localized refurbishments, reverse logistics, or warranty repairs.
The SEBOM bridges the gap between initial production and long-term customer support, involving specific lifecycle owners:
Customer service and field operations: Act as the primary owners. They define the formulation of service kits, determine routine replacement intervals, and log real-world failure rates to adjust aftermarket demand.
Engineering: Provides inputs on expected wear-and-tear components and defines the technical limits of backwards compatibility for upgraded parts.
Procurement: Negotiates aftermarket supply contracts, executes end-of-life bridge buys, manages the transfer or retention of custom tooling, and negotiates bundled material and service agreements.
Finance: Utilizes SEBOM data to calculate warranty cost reserves and forecast high-margin aftermarket revenue streams.
Securing this aftermarket revenue relies heavily on procurement's ability to maintain a clean, actionable service part record. To protect long-term supply continuity, procurement should leverage this operational checklist.
The operator’s SEBOM checklist:
Lifecycle supply: Secure critical spare parts and sub-assemblies contractually for the full duration of the product's intended field life.
Service bundling: Leverage volume by contracting suppliers to provide both spare parts and aftermarket repair services where possible.
Tooling retention: Define ownership of custom molds, dies, and testing fixtures clearly for aftermarket production runs.
Kit formulation: Group service parts logically into consumable kits so field technicians do not have to order dozens of individual pieces.
Connecting the data across functional structures
While these structures serve different functional owners, their data elements are fundamentally intertwined. The EBOM establishes the base component identity and geometric or chemical requirements. This base data flows directly into the MBOM, which appends factory-specific routing, yield factors, and UoM conversions. The PBOM builds on this by assigning specific external suppliers and purchasing parameters. The FBOM extracts these requirements and assigns fully burdened financial values to calculate COGS. The SABOM pulls from the MBOM to group these buildable units into marketable, configurable packages. Meanwhile, the SEBOM extracts only the serviceable elements to dictate long-term aftermarket inventory. A failure to map the connections between these systems creates immediate downstream execution errors that undermine the sourcing strategy.
Why the static BOM fails, the shift to dynamic BOMs, and how to measure it
Static spreadsheets and siloed data systems fail modern manufacturing. A static EBOM is simply a snapshot in time, often an Excel export emailed across departments, that is immediately out of date the moment an engineer makes a design change. The traditional mentality of throwing a static design over the wall from engineering to procurement to manufacturing creates massive daily waste. Research shows 35% of professionals report daily duplicate product-data entry, and 42% must retrieve product data from multiple disconnected systems every single day (Tech-Clarity, 2024).
To survive in complex environments, organizations must transition to dynamic BOMs. A dynamic structure is a live, digitally connected record that synchronizes bidirectionally across PLM, ERP, and MES environments. When a dynamic record updates, the digital thread ensures that a revision cascades instantly to all downstream systems, reflecting real-time inventory availability, alternate qualification statuses, and dynamic floor routing.
To prove that data governance is improving during the transition from static spreadsheets to a dynamic digital thread, organizations must track metrics that operations actually cares about.
Quality metrics:
Floor-confirmed accuracy: The percentage of builds or batches completed with zero data-caused discrepancies.
ECO latency to floor: The total hours from engineering approval to the moment the router, ERP, MES, and picklists are updated.
Attributable shortage rate: The percentage of material shortages where the root cause was a bad UoM, incorrect revision, missing scrap factor, or unexploded phantom.
Substitution success rate: The percentage of alternate substitutions that execute successfully on the first pass.
Non-recurring build (NRB) events: The number of times engineering or quality had to physically oversee a build due to documentation gaps.
Common BOM failure modes and how to mitigate them
Tracking these metrics quickly reveals that the most severe shop floor disruptions are direct symptoms of relying on static, disconnected BOMs. When organizations fail to maintain a dynamic digital thread, data inevitably degrades across silos, and the consequences hit the assembly line immediately. The Pareto chart above illustrates the top drivers of BOM-related downtime. Addressing these requires a firm understanding of the root causes and applying strict, cross-functional system controls.
Revision Mismatch
Explanation: Operations attempts to build a product using older components while the system expects a newer design, or vice versa.
Root causes: Poor ECO management, missing effective dates on design changes, and a failure to execute a where-used analysis before releasing a change.
Controls: Enforce strict effective dating on all ECOs so procurement stops ordering old parts exactly when manufacturing transitions. Execute concrete floor purge plans to physically quarantine old revision material and update routers. Mandate where-used impact analyses before any change approval so downstream assemblies are not blindsided.
Inaccurate Quantities
Explanation: The MRP system calculates there is plenty of inventory available, but the production line physically starves.
Root causes: Manufacturing scrap, line yield loss, and purge loss are missing from the MBOM planning factors.
Controls: Establish rigid governance over planning factors. Require manufacturing engineering and procurement to co-own scrap rates and hard-code them directly into the MBOM, reviewing them quarterly against actual floor consumption.
3. UoM Errors
Explanation: The purchasing team buys a component in bulk boxes, but the routing sheet calls for individual pieces or grams.
Root causes: A fundamental disconnect between purchasing units and consumption units during the data handoff.
Controls: Standardize the UoM across the enterprise. Enforce strict conversion factors at the item master level and automate UoM validation between purchasing and operations to accommodate vendor round-up rules smoothly.
Ungoverned Substitutions
Explanation: Alternate parts are physically on hand and look correct, but they fail during assembly or processing.
Root causes: The AML allows alternate parts that have not been adequately vetted for form, fit, function, or chemical equivalence.
Controls: Implement rigid FAI or PPAP gating for all new suppliers. Tag alternates by specific qualification state (such as drop-in or conditional) rather than using broad approval labels. Enforce deviation workflows for any unvetted substitutions.
5. Missing Parts
Explanation: Components absolutely necessary for the physical build do not exist on the picklist.
Root causes: Unexploded phantom assemblies that fail to route properly in the MRP system, or forgotten secondary consumables like grease, tape, and adhesives.
Controls: Set hard systemic rules and logic validations for phantom routing. Mandate cross-functional MBOM reviews to ensure all non-designed consumables and packaging are appended before NPI release.
Incorrect Descriptions
Explanation: The received part matches the base part number but lacks necessary physical attributes to be usable.
Root causes: Incorrect specification callouts, missing plating requirements, or vague finish details in the item master.
Controls: Implement specification locking. Mandate critical attribute fields in the item master so a part cannot be released to procurement if vital characteristics are left blank.
Obsolete Components
Explanation: Engineering designs a new product using components that can no longer be sourced.
Root causes: Poor lifecycle tracking during the EBOM phase and a lack of proactive end-of-life supplier notifications.
Controls: Flag lifecycle status explicitly in the item master. Integrate supplier end-of-life alerts directly into the PLM system to trigger proactive substitution engineering long before a stockout occurs.
How dynamic integrated BOMs lead to better sourcing outcomes
While implementing cross-functional controls is essential to preventing the failure modes detailed above, the ultimate remedy is eliminating the disconnected systems that cause them. Shifting from static files to a dynamic and integrated architecture fundamentally changes how procurement creates value. When sourcing teams have real-time visibility into the digital thread, the commercial outcomes are measurable and immediate.
Accelerated NPI sourcing: Dynamic integration allows procurement to view the EBOM as it evolves, rather than waiting for a final release. This enables parallel sourcing, where suppliers can be qualified and long-lead tooling can be ordered weeks before the final design is locked, radically shrinking time-to-market.
Automated cost roll-ups: Instead of manually calculating total cost of ownership across spreadsheets, dynamic structures automatically pull live supplier pricing, freight tables, and tariffs into the PLM. This provides engineers with instant financial feedback on their design choices.
Proactive multi-tier risk mitigation: A dynamic thread links the MBOM directly to global risk intelligence feeds to mitigate geopolitical and scarcity risks. For context, from January to June 2024, there were 10,629 documented supply chain disruptions (Resilinc, 2024). When traffic through critical maritime chokepoints dropped by over 50% by mid-2024, shipping costs skyrocketed (UNCTAD, 2024). The system instantly flags which top-level assemblies are impacted by these events, allowing procurement to execute pre-planned alternative routing.
Seamless supplier collaboration: An integrated system allows procurement to securely share specific sub-assemblies or formulations with external partners through a portal, ensuring contract manufacturers are always building to the absolute latest revision without the risk of emailing outdated documents.
How to implement dynamic BOM data governance at your company
Establishing control over your product data requires process discipline, cross-functional alignment, and a refusal to accept data silos. Procurement teams must take an active, often leading role in these initiatives to protect commercial leverage and supply continuity. Follow these steps to transform how your procurement team utilizes master data for strategic sourcing and operational stability.
Co-sponsor a discrepancy feedback loop: Partner with manufacturing leadership to establish a digital pathway for operators to flag data errors from the floor. Empower shop floor workers to use mobile or tablet-based reporting tools. Procurement must ensure that commercial impacts (like expedited freight or rework costs) are tracked in these tickets to justify continuous MDM improvements and hold engineering accountable to service level agreements.
Act as the commercial gatekeeper in weekly ECO readiness reviews: Mandate a recurring alignment meeting involving operations, quality, procurement, and engineering to review pending changes before they hit the floor. Procurement must own the commercial evaluation here, coming prepared with updated cost roll-ups, supplier lead time impacts, and inventory burn-down plans for obsolete parts. Do not approve design changes if the supply chain risks cannot be mitigated.
Define and enforce mandatory commercial fields in the item master: Systematically prevent orders or builds if critical fields like revision, material specification, qualified alternates, or target lead times are left blank. Procurement should define these mandatory parameters and work directly with IT and MDM teams to create hard stops in the ERP. If an engineer attempts to release a new part without an assigned buyer code or approved manufacturer, the system must block the release until procurement validates the data.
Lead cross-functional education on where-used impacts: Facilitate workshops to educate procurement buyers and engineering leads on how to run robust impact analyses. Use historical ECO failures to demonstrate the financial and supply chain blast radius of unchecked changes. Show how a simple change to a common fastener can trigger millions of dollars in obsolete inventory across multiple product lines if the full where-used tree is not analyzed prior to execution.
Champion the digitization of the PLM-to-ERP data handoff: Build the business case to invest in middleware or direct application programming interface (API) connections between PLM, ERP, and MES platforms. Tie automated sourcing alerts to specific PLM lifecycle states. Rather than triggering an alert every time an engineer tests a part in CAD, configure the system to notify category managers when a new component hits a preliminary or quote-ready gate. This shifts procurement from tactical data entry to strategic parallel sourcing during the design phase, while ensuring the data only cascades into the MBOM and ERP systems once officially finalized.
-
Addendum: FAQs
What is the fastest way to tell if a shortage is a data issue or a supplier delay?
Check the physical inventory against the system allocation and the router requirements. If the parts or raw materials are physically present but cannot be used due to a revision mismatch, unit of measure error, or failed fitment, it is a data failure.
Why do I have parts in the cage but still cannot build the product?
This usually occurs when the approved manufacturer list allows an alternate part that has not been properly vetted for form, fit, function, or chemical equivalence. The system views the inventory as valid, but physical assembly constraints prevent its actual use on the floor.
What exactly should be included in a qualified alternate record?
A proper alternate record must include the supplier part number, the specific qualification state such as drop-in, conditional, or deviation required, and any unique work instructions or recipe adjustments required to consume it.
How do effective dates prevent mixed-revision builds on the floor?
Effective dates mandate a hard cut-over point for an engineering change order across the PLM, ERP, MES, picklists, and routers. This ensures that old material is quarantined and new material is phased in uniformly, preventing incompatible assemblies or contaminated batches.
How are manufacturing scrap and yield factors properly governed?
Scrap and yield factors must be jointly owned by manufacturing engineering and procurement, and hard-coded into the manufacturing BOM. They should be reviewed quarterly against actual floor consumption data to ensure the MRP system orders enough raw material.



Faster sourcing. Lower cost. Less chaos.
See how LightSource connects engineering, procurement, and suppliers in one operating system to help you launch faster at lower cost.
SOC 2
Kearney #1 2024
Gartner Cool Vendor
Procuretech 100
G2 Top Rated
Faster sourcing. Lower cost. Less chaos.
See how LightSource connects engineering, procurement, and suppliers in one operating system to help you launch faster at lower cost.
SOC 2
Kearney #1 2024
Gartner Cool Vendor
Procuretech 100
G2 Top Rated
Faster sourcing. Lower cost. Less chaos.
See how LightSource connects engineering, procurement, and suppliers in one operating system to help you launch faster at lower cost.
SOC 2
Kearney #1 2024
Gartner Cool Vendor
Procuretech 100
G2 Top Rated
Trusted by:
Trusted by:
Trusted by:
*GARTNER is a registered trademark and service mark of Gartner, Inc. and/or its affiliates in the U.S. and internationally, and COOL VENDORS is a registered trademark of Gartner, Inc. and/or its affiliates and are used herein with permission. All rights reserved. Gartner does not endorse any vendor, product or service depicted in its research publications, and does not advise technology users to select only those vendors with the highest ratings or other designation. Gartner research publications consist of the opinions of Gartner’s research organization and should not be construed as statements of fact. Gartner disclaims all warranties, expressed or implied, with respect to this research, including any warranties of merchantability or fitness for a particular purpose.